A path towards sustainable chemistry with a responsible approach towards the planet and future generations.
Esseco Industrial conducts an environmental protection policy aimed at reducing direct and indirect emissions into the atmosphere, protecting the precious water resource, and reducing the impact of its productions through circular economy systems.

Preventing and reducing greenhouse gas (GHG) emissions related to industrial productions. With the aim of contributing to mitigating climate change, Esseco Industrial carefully monitors the emissions generated by its plants to ensure they comply with authorized limits.
Collaboration with partners to monitor and improve the steam condensate network.

Approximately 3.500 tons/year of CO₂ captured from CHP1 to produce K2CO3 potassium carbonate. About 25% of CHP1 electric energy is CO₂ free (Altair Chemical Saline).

Vehicles with electric engines (Altair Chemical Saline).

About 550 tons of Hydrogen, produced by electrolysis and not used in production cycles, are recovered and used through a bi-fuel generator for steam production, reducing methane consumption by 1.9 million smc (Altair Chemical).

Renewability Project, PPA (Power Purchase Agreement), and solar plants for a total of about 60,000 MWh/year.

Two hydroelectric plants in Piedmont for a total of 17.4 MW.

Three cogeneration plants for a total of 7.8 MWe.

The water resource, also due to the drought periods experienced in recent years, becomes an increasingly precious asset.
For this reason, in the industrial operations of our plants, we have always monitored the quality and quantity of water used, implementing management procedures and innovative projects aimed at reducing volumes and maximizing recovery.
With these objectives, the companies of the Holding have developed various solutions.

The process water from the KOH flake plant, removed from the solution by evaporation, is sent to a storage tank: having quality comparable to demineralized water, it is reused in other company production processes.

Reduction of well water withdrawal by 97% through the introduction of a refrigerator combined with an air cooler for pre-cooling.


With the installation of evaporative towers, capable of dissipating heat and cooling water, we reduce well water withdrawal by 600 m3/h, i.e., -10% of total consumption.

Over the years, Esseco Industrial has transformed work processes and developed new products, orienting production towards a circular approach.
This approach is recognizable in the connections and integrations between departments and in the excellent results achieved in the recovery of energy, water resources, raw materials, and secondary materials.
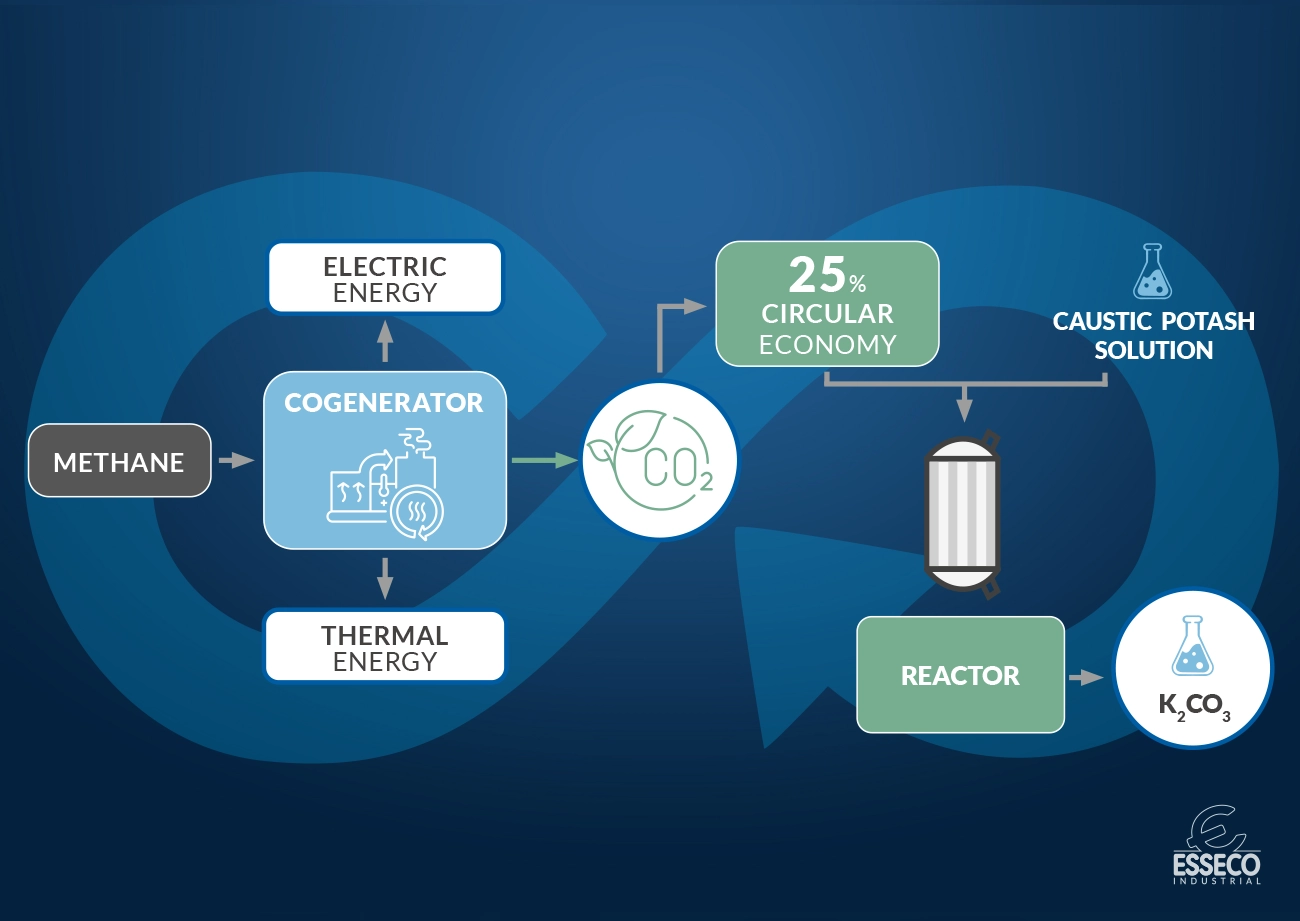
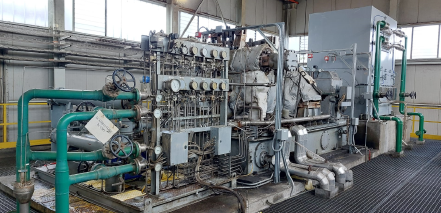
We use the combustion fumes of the turbogas to supply hot process air and CO2 for the production of potassium carbonate K2CO3.
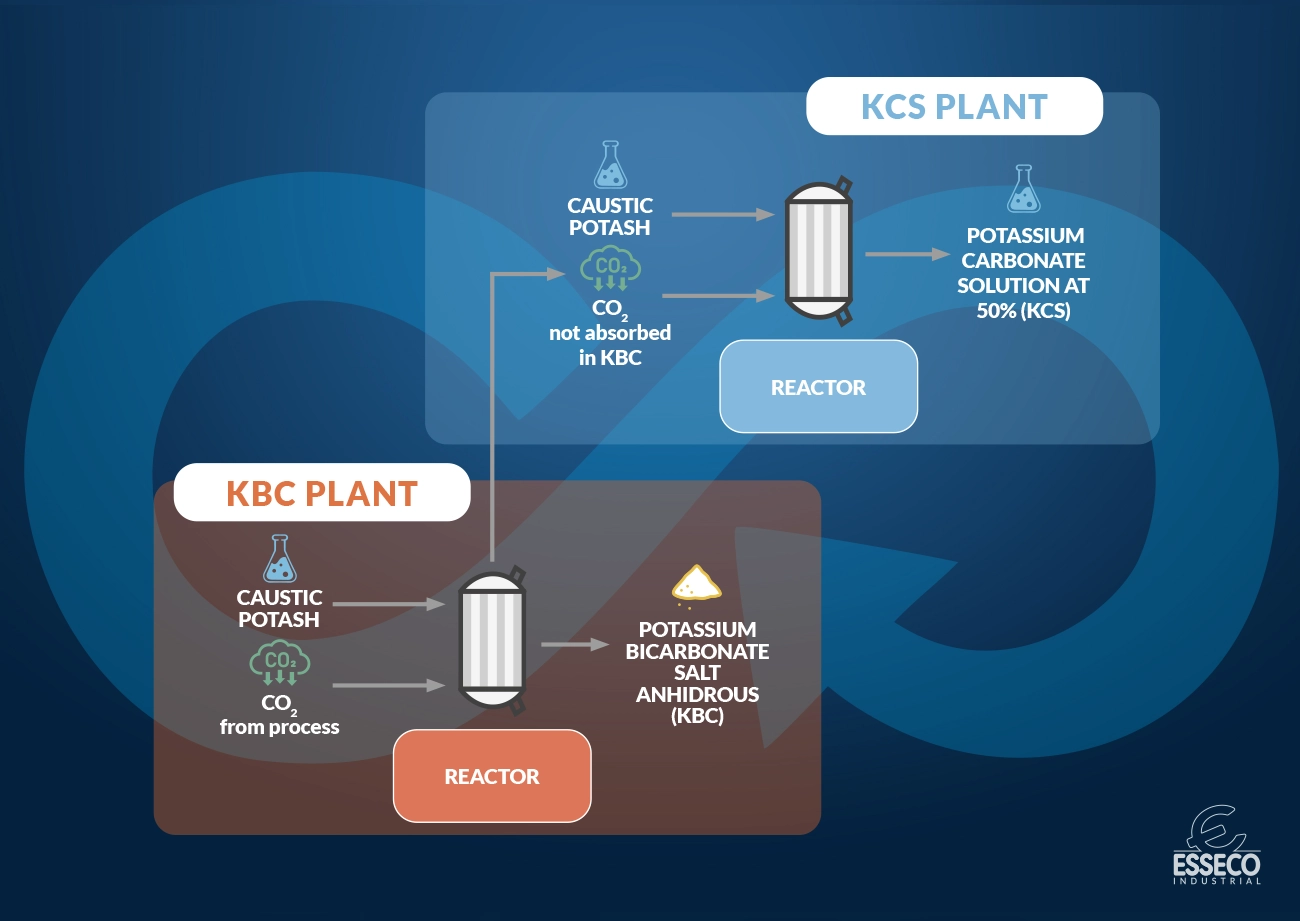
Gaseous CO2, generated by the dissolution of Sodium Carbonate, is used for the production of derivatives from Caustic Potash, produced with 75% renewable energy, for pharma, food and feed purposes.
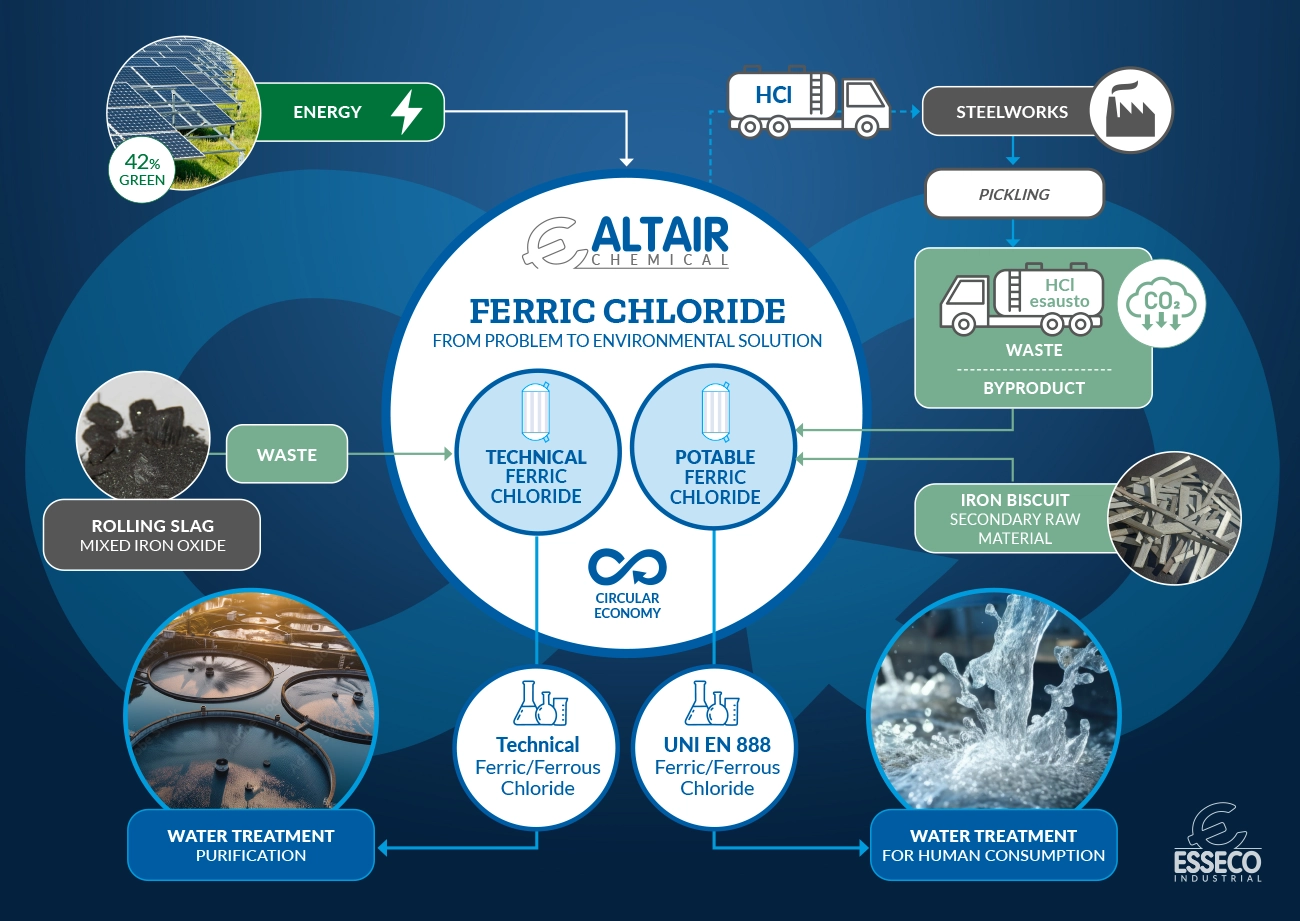
From problem to environmental solution
Production of technical-grade ferric chloride from rolling mill scales from ferric processing (waste) and high-quality ferric chloride for potable water treatment purposes thanks to the recovery of exhausted acid, a by-product of steel processing that uses our hydrochloric acid (by-product).